Defects In Sheet Metal Forming Process

Dissecting Defects Part I

Metal Forming Defects
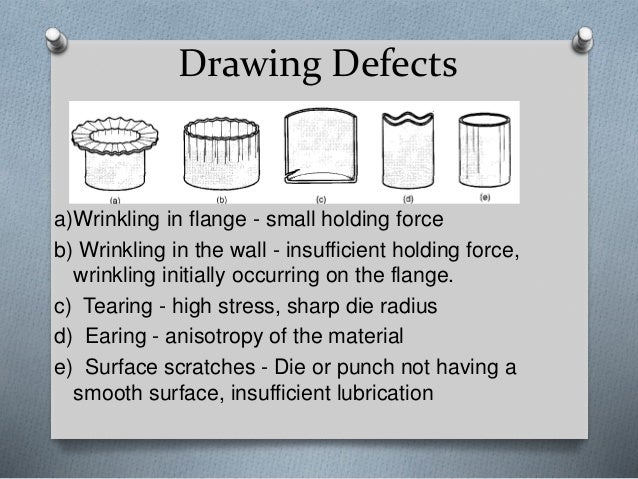
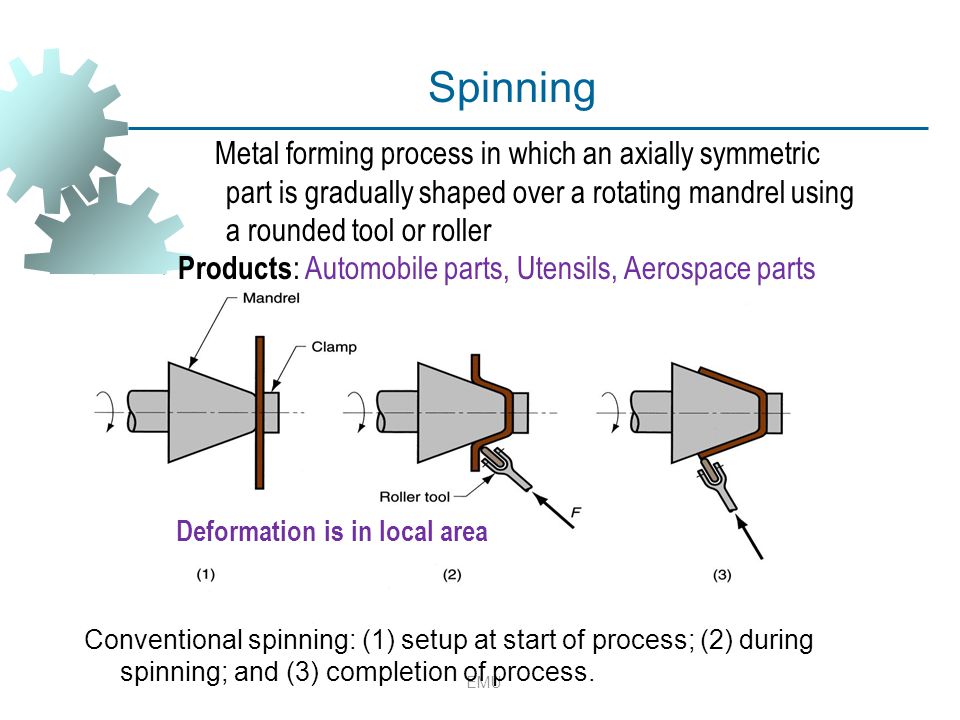
Forming Defects
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Die Casting Process Defects Design It Cast Metal Workshop Diecast
Spring back can be calculated approximately in terms if radii ri and rf ri rf 4 ri y et 3 3 ri y et 1 spring back increases as r t ratio yield stress of material increases as elastic modulus e decreases 14.
Defects in sheet metal forming process. Chapter 6 sheet metal forming. The rolling defects are mainly two types. Identifying and resolving the most common defects in sheet metal forming solving common defects in sheet metal forming. Surface defects is an important issue in sheet metal stamping as the stamping process affects surface appearance and thus influences surface quality.
Sheet metal stamping defects lulusoso com. The elastic deformation of mill takes place on the metal so some of rolling defects are provided in the metal forming. If the temperature of the metal is above its recrystallization temperature then the process is. The sheet metal forming parts will collide with the surrounding objects in the process of raw material.
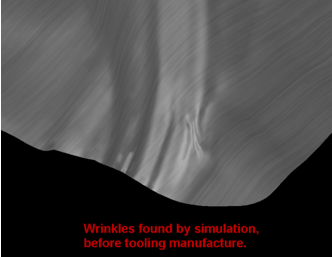
Sheet metal stamping dies amp processes manufacturing. How to prevent wrinkling during deep drawing thomasnet. This can cause an uneven roll with various amounts of pressure throughout the piece. One of the important issues regarding sheet metal stamping is surface defects since the stamping process affects surface appearance and thus influences surface quality.
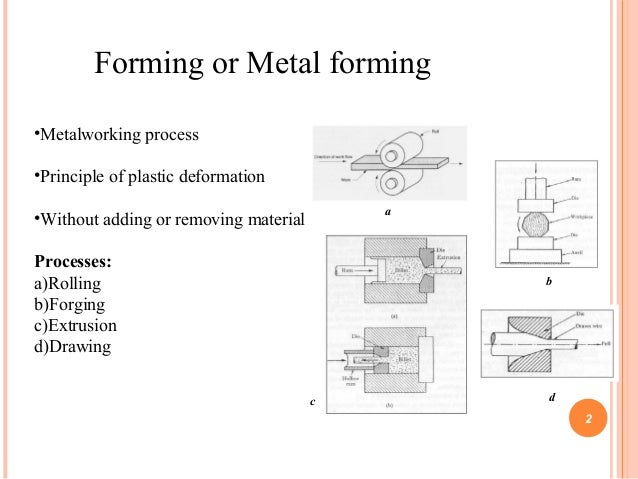
6 common defects in sheet metal forming uneven surface appearance. How to prevent them. In metalworking rolling is a metal forming process in which metal stock is passed through one or more pairs of rolls to reduce the thickness and to make the thickness uniform. Rolling defects of after machined metals the rolled parts are more thicker than the required thickness of metal because of the rolls get deflected by high rolling forces apply.
Metal forming defects slideshare. Generally if experiencing wrinkles during production this could mean the wrong process was chosen. The surface unevenness is mainly caused by the unqualified stamping die. During the rolling process a piece of metal will experience a different amount of reduction in certain areas of the piece.
Stamping metalworking the full wiki. A great amount of time is therefore spent during the product development process on the optimization of surface defects particularly surface lows during tryout. Describe different forming processes when they might be used and compare their production rates costs and environmental impacts calculate forming forces predict part defects tearing wrinkling dimensional inaccuracy and propose solutions. The concept is similar to the rolling of dough rolling is classified according to the temperature of the metal rolled.
The 6 52. There are two reasons. Sheet metal forming 2 810. As a result during the product development process much attention is paid to avoiding defects on surface appearance and the resulting surface quality.

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication

Metal Forming Process Hierarchy Of Rolling Operations In Modern Manufacturing Industry Metal Forming Metal Steel Rolling Mill

Pin On World Of Metallurgy
Four Cures For Sheetmetal Shearing Defects Metalforming Magazine Article
06 Sheet Metal Forming

Sheet Metal Forming Processes Total Materia Article

Bending Processes And Methods Trumpf Machine Tools Machine Tools Bend Trumpf

Ppt Metal Forming Course Powerpoint Presentation Free Download Id 5920012

Metal Forging In 2020 Forging Metal Conceptual Understanding
Sheet Metal Forming And Operations

Pin On Mechanical Engineering Theory

Troubleshooting Sheet Metal Defects Part Ii

This Serial Stamping Parts Are Used On Motorcycle And Exported To Usa The Material Is 6 0mm Sphc And Need To Be Fine Polished Sheet Metal Fabrication Metal Stamping Sheet Metal
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press

Cold Roll Forming Machine For Floor Deck Metal Drawing Machine Design Roll Forming

Hydraulic And Mechanical Presses Pressing Mechanic Hydraulic

Thermoforming Process Plastic Moulding Vacuums Vacuum Forming

Metal Forging In 2020 Forging Conceptual Understanding Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrttf1tdcbtwp8ivnq1jztol0ntpjnslrqpze1 A5qiog8di9q Usqp Cau

Continuous Casting Also Known As Strand Casting Is The Process Where A Metal Is Heated Until It Liquefies The Molten Metal Is Then It Cast Continuity Steel

Metal Extrusion Extrusion Metal Extrusion Metal Fabrication
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Metal Rolling Cluster Mill Or Sendzimir Mill Rolls Metal Rolling Mill

Defects In Plastering Causes And How To Fix Them A Civil Engineer Masonry Work Building Construction Civil Engineering

Belt Drop Hammer Forging Hammer Forging Power Hammer

Metal Rolling Rolls Metal Metal Fabrication
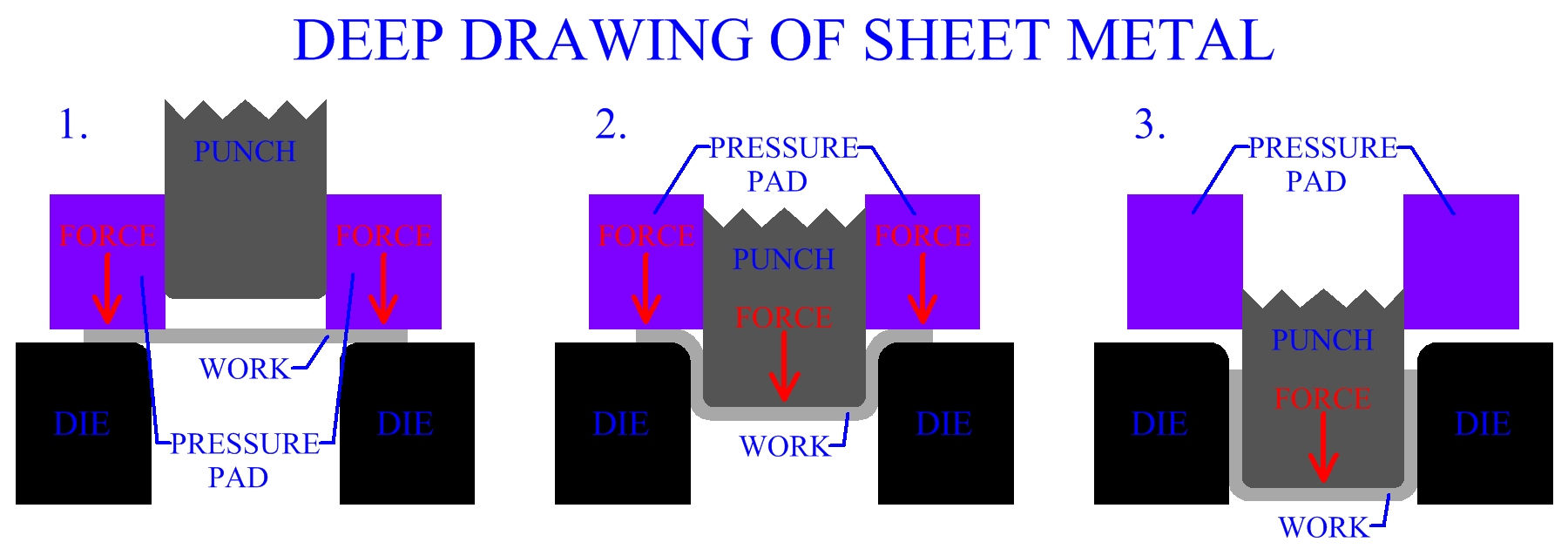
Deep Drawing Of Sheet Metal
Single And Ensemble Classifiers For Defect Prediction In Sheet Metal Forming Under Variability Springerlink

Injection Mold Flash Google Search Injection Moulding Process Diy Molding Mould Design

Die Casting Process Me Mechanical Engineering

The Importance Of Advanced Tube Bending And Forming Technologies Tube Technology Bend

The Sheet Metal Worker 1942 Vocational Guidance Films Youtube Metal Workers Sheet Metal Metal Fabrication

Pin On Nonstandard Metal Processing

Deep Drawing An Overview Sciencedirect Topics

Stainless Steel Coil

The 5s System In Lean Manufacturing Organizes A Shop Floor To Be More Effective And Efficient Sorting A Metal Fabrication Sheet Metal Fabrication Organization

Sand Casting Process Defects Design Sand Casting Sand It Cast

Our Company Shanghai Xiaojin Industry Company In Shanghai China Owns The Most Modern Factory In Southeast China Is Focusing On Producing The Crc Cold Rolled Co

Metal Roof Systems For Steep Slope Applications Everybody Needs A Roof Standing Seam Metal Roof Standing Seam Metal Roof

Universal Bender Metal Bending Tools Metal Working Metal Working Tools

Manual Mounting Mini Universal Bending Bender Forms Wire Flat Metal And Tubing Lure Making Metal Working Bender

Sheet Metal Forming An Overview Sciencedirect Topics

